Industrial Walkway Requirements
What are industrial walkways? Industrial walkways are different types of walkways made from steel. They are designed to facilitate the safe...
How to choose the right metal sheets for your industrial needs
Metal sheet is almost everywhere we look. You’ll find it in cars, on house facades, and used in furnishings, machines, and a variety of...
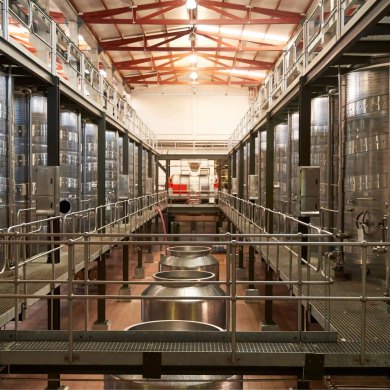
Improving Safety: The Importance of Open Steel Flooring
Open steel flooring creates a durable, safe, non-slip surface for a wide range of industrial applications. From elevated walkways to platforms...
Demystifying Sawing Techniques: Choosing The Right Process for Your Steel
Cutting steel requires precision and clean cuts to ensure the perfect finish. Find out all about the best saws for cutting steel and the...
What is Industrial Safety?
Regardless of what industry or sector employees work in, everyone has the right to a safe workplace that adheres to stringent safety standards....
Industrial Handrail Design Standards & Regulations
One of your responsibilities as a business owner is keeping your employees safe, even when they’re going up or down the stairs. Whether...
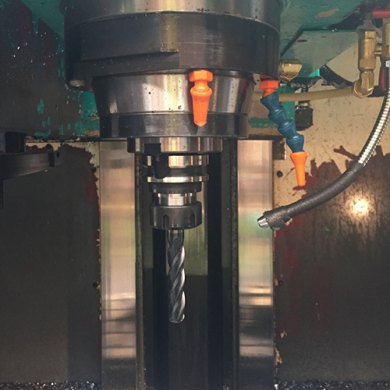
Steel Machining & What It Means To You
What is steel machining? Steel machining is a controlled material-removal process in which steel is cut, drilled, or subjected to other methods...
How to Safely Install Industrial Handrails
Industrial handrails and balustrades are essential fixtures in all business premises with stairs, walkways, platforms, or other raised areas....
How to Make the Most of Metal Hollow Sections for Lightweight Structures
Given their many benefits and potential uses, metal hollow sections are the most efficient and versatile form for mechanical applications as...
Comprehensive Guide to Choosing the Right Metal Stock for your Project
If you’re planning a new metal project, you’ll want to get it off to a good start by choosing the right metal stock for the job....
Our New Website
We are delighted to announce the launch of our new website, developed by Iconography. Our new Pulmans website, has been designed to provide customers...
Our new range of access and safety
We are delighted to introduce our new Industrial Handrail and Walkway Range. These products are designed to provide safe and secure access...
Sign up to our mailing list and get our monthly newsletter.